DÜZ DİŞLİ DİZAYNI ÖRNEK PROBLEM
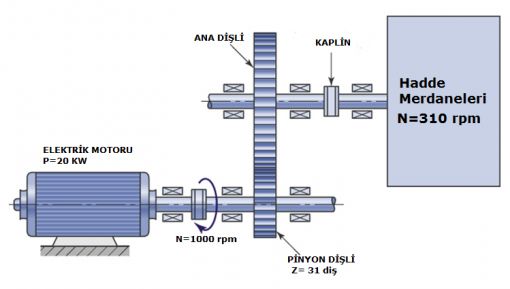
ÖRNEK PROBLEM Bu problem DİŞLİ DİZAYNI sayfasında verilen dizayn kriterlerine göre çözülmüştür Hadde merdaneleri, gücü P= 20 KW ve devri N1=1000 rpm olan elektrik motoru ile tahrik edilecektir. Merdanelerin devrinin 310 rpm olması için araya dişli kutusu koyulacaktır. Haddehane günde 8 ila 10 saat arası çalışacak ve orta şiddette şoklara maruz kalacaktır. Dişli kutusu pinyon
dişlilerinde diş sayısı ZP=31, Ф=200
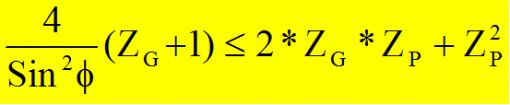
Dişli indirgeme oranı i= NP/NG = 1000/310 => i=3.226:1 Ana dişli diş sayısı ZG =i*ZP = 3.226*31 => ZG =100 diş Aynı dişlerin peryodik olarak temasa geçip geçmediklerini kontrol edelim ZG /ZP =100/31 =3.226 (Tam sayı değil=> uygun) Dişlilerin girişim yapıp yapmadıklarını kontrol edelim Slay maker’s denklemi
3453.6<7167 => Dişliler girişim yapmazlar Dişli genişliği b=10*M olarak kabul edelim
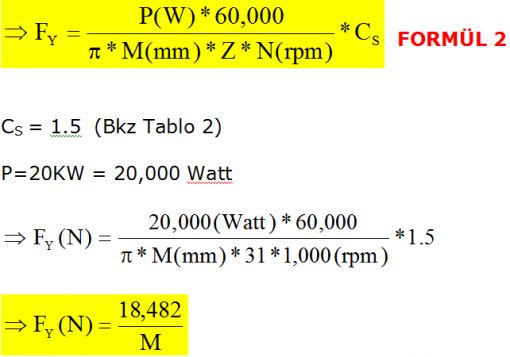
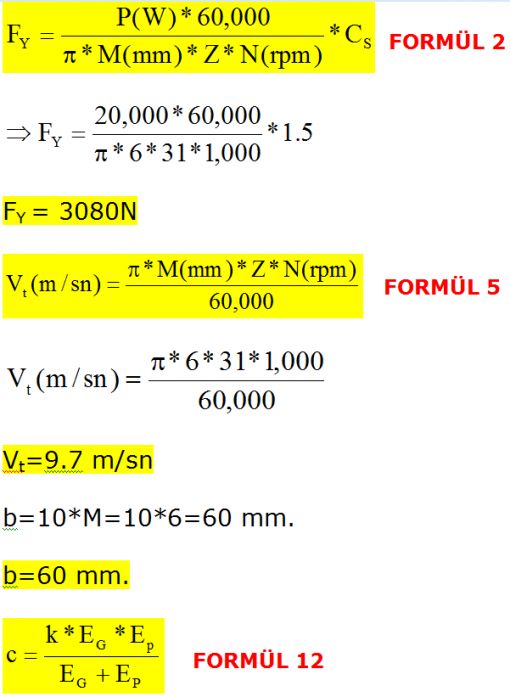
DİŞLİLERİ DÖNDÜREN
KUVVET (FY)
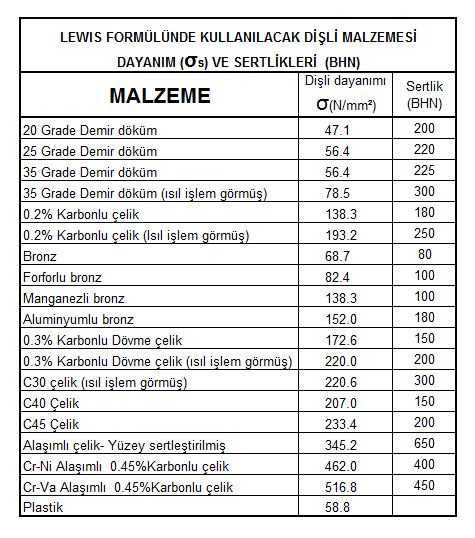
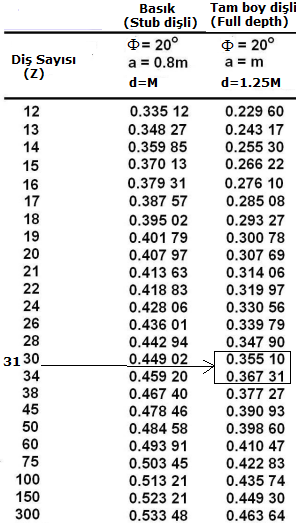
LEWIS DENKLEMİNDE TANJANT KUVET(Ft) Ft =σs *b*Y*M …………………. FORMÜL 3 σs : 138.3 N/mm2 (Bkz Tablo 1) b= 10*M Pinyon ve ana dişli aynı malzemeden olduğu için pinyon dişli daha kritik durumdadr. Bu nedenle denklemde pinyon dişli Y form faktörü kullanılmalıdır. (Bkz Tablo 3) ZP =31, Ф=200Tam boy dişli için Y= 0.358 Bkz Tablo 3 Ft =138.3*10*M*0.36*M Ft =498*M2TANJANT HIZIN BULUNMASI (Vt)  FORMÜL 5 FORMÜL 5
Ana dişli tanjant hızı ile pinyon dişli hızı birbirine eşittir. Formülde herhangi birine ait değerler kullanılabilir. Biz pinyon dişli değerlerini kullanalım. Np=1000
rpm 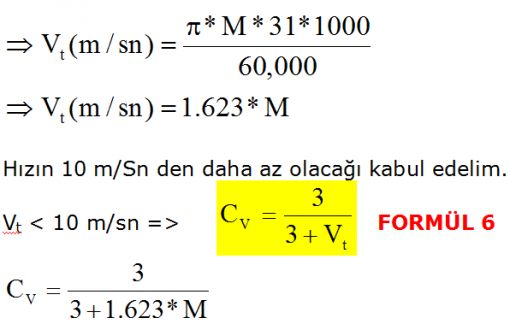 |
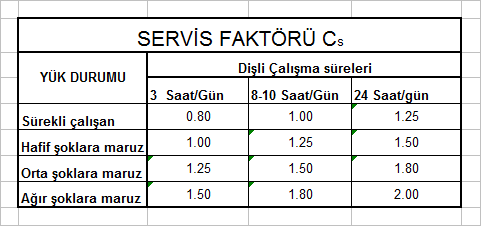
TABLO 2: SERVİS FAKTÖRÜ CS
TABLO 3: LEWIS FORM FAKTÖRÜ |
BARTH DEKLEMİ Ft max =Ft*Cv ……………… FORMÜL 4
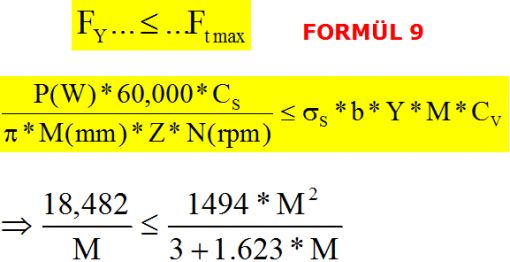
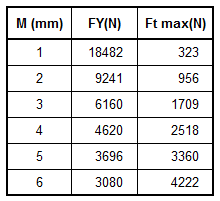
Yukarıda elde etmiş olduğumuz değerleri iterasyon için kullanalım.
Yukarıdaki
eşitsizliğin her iki tarafı için M=1 den başlayarak değerler verip hangi Modül değerine ulaşıldığında eşitsizliğin denkleştiğini veya Ft max değerinin FY değerini geçtiğini bulmak için yandaki gibi bir tablo
hazırlanır. (Bkz. Tablo 5). Iterasyonda kullanılacak modül değerlerinin standart MODÜL Tablosundan seçilmesi gerekmektedir. |
Yapılan iterasyon sonuçlarının belirtildiği yukarıdaki tablodan Modül 6 mm değerine ulaştığında Ft max değerinin Fy değerini geçtiğini görüyoruz. Böylece seçilecek modül değerinin en az 6mm olması gereği ortaya çıkmış oluyor |
Böylece Modül → M=6 olarak tespit edildikten sonra artık modüle bağlı diğer geometrik parametreleri bulabiliriz. Dişli genişliği (b) b= 10*M=10*6=> b=60mm. Pinyon dişli bölüm dairesi çapı (DP) Dp=M*ZP = 6*31 => Dp=186 mm. Ana dişli bölüm dairesi çapı (DG) DG=M*ZG = 6*100 => Dp=600 mm. Dişli eksenleri arası uzaklık C(mm) C(mm)= (Dp +DG )/2 C=(186+600)/2=393 mm. AŞINMA DAYANIMININ KONTROLÜ
|
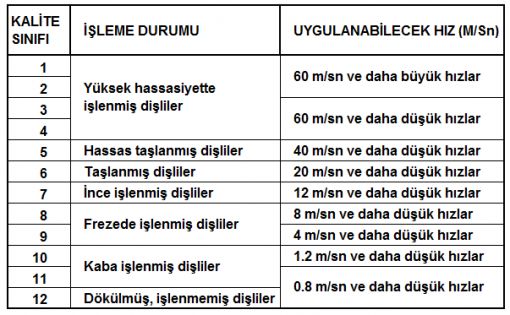
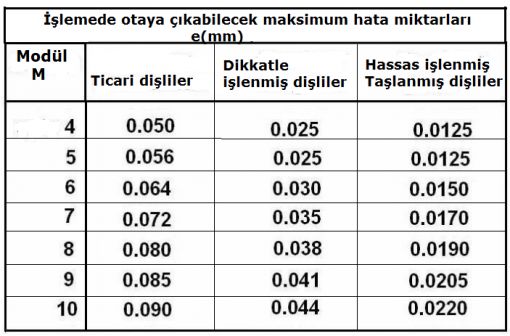
Hız 9.7 m/Sn olarak belirlenmiş olduğu için yukarıdaki tabloya göre dişli işleme kalite sınıfı en az 7 olmalıdır. |
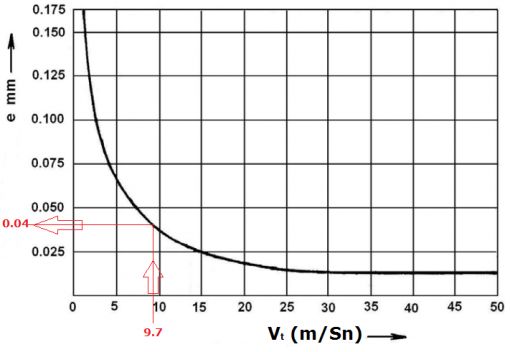
Ф=200 Tam boy dişliler için k=0.111*e FORMÜL 14 Pinyon ve ana dişliler aynı malzemeden, Ф=200 tam boy. Malzeme karbonlu çelik oldoğu için yük faktörü c c=11655*e FORMÜL 16 e: Hata
faktörü için Bkz. Grafik 1. => c=11655*0.04=466 N/mm c=466 N/mm
|
GRAFİK 1
Kabul edilebilir max işleme hatası e=0.04 mm olduğu için M=6 mm için dişlilerin işlenmesi ticari kalitenin üstünde olmalıdır. |
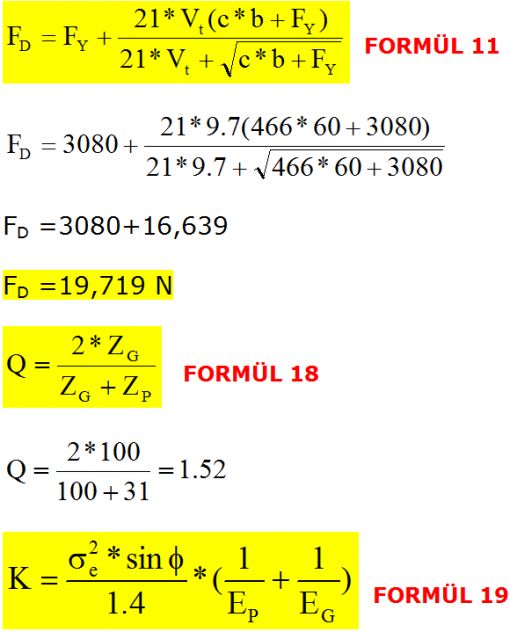
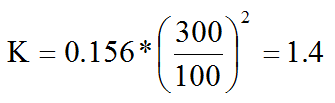
Yüzey aşınma direnci σe yüzey sertliği ile direk ilgili olup yüzey sertliğinin 2.6487 katıdır. Hem pinyon, hem ana dişli dişli karbon çeliğinden imal edilecek olup her ikisinin de basınç açıları Ф=200 olduğundan yük gerilim faktörü K  Kullanılan malzeme 0.2% karbon içeren çelik=>sertlik değeri 180BHN (Bkz Tablo 1)
FW=DP*b*Q*K FORMÜL 17 Dp=186 mm. FW=186*60*1.52*0.5 FW=8481 N Aşınma olmaması için gerek şart
FD =19,719 N > FW=8481 N => Dişli aşınma dayanımı yeterli değil → Daha sert malzeme seçilmesi gerekir Pinyon ve ana dişlide sertliği 300BHN olan malzeme kullanırsak
FW=DP*b*Q*K FORMÜL 17 → FW=186*60*1.52*1.4 FW=23,816 N FD
=19,719 N < FW=23,816 N Ön kabulde belirlenmiş 0.2 karbonlu çelik sonradan ısıl işlem görmüş olsa bile ulaşılan maksimum sertlik 250BHN olabileceği ve bu sertlik değeri de yeterli olmadığından dişli kutusunda en azından C30 yalın karbonlu ıslah çeliği (Work stoff Nr: 1.0528) ısıl işlemden geçirilerek kullanılmalıdır. |