
VİDA-CİVATA
Dünyada en yaygın olarak kullanılan bağlama elemanı hiç şüphesiz vida ve civatalardır. Önce vida ile civatanın farkını belirtelim. Eğer bir bağlantıda somun kullanılıyorsa dış yivleri olan silindirik elemana cıvata denir.Eğer bağlantıda somun yoksa ve bağlantı, bağlanacak elemanlardan birisinde açılan yivlerin somun yerine kullanılması ile gerçekleşiyorsa bu elemana ise vida denir. Yapı çeliklerinin ve mekanik parçaların bağlanmasında genellikle cıvata (somunlu bağlantı) kullanılır. Cıvatalar sıkıldıklarında üzerlerine aldıkları çekme gerilimi (tension) ile bağlantı sağlanır. Dünyada şekillerine ve dayanımlarına göre civata ve vidalar birçok standart altında tanımlanmışlardır. Türkiye de en fazla kullanılmakta olan standartlar hakkında bilgi vermeden önce kısaca cıvataların çekme mukavemetleri konusunda bilgi verelim. DIN normunda cıvata kaliteleri 4.6 , 8.8 şeklinde gösterilir (Bkz. Tablo 1) Bu gösterimde ilk sayı kopma gerilmesinin yaklaşık 1/10 unu , ikinci sayı ile birinci sayının çarpımı ise akma gerilmesini verir. Örnek: 6.8 kalite civata için |  |
| |
SOMUNLAR Cıvatalı bağlantıların ikinci elemanı somundur. Somun kaliteleri ise 4 6 8 gibi tek rakamlar ile belirtilir ve bu sayılar uygulanabilecek maksimum gerilimin 1/10 nu gösterir. Örnek: 6 kalite somunda uygulanabilecek maksimum gerilim 60 Kg/mm² dir. Somunlar kendi kalite değerinde civatalar ile kullanılmalıdır (Örnek 6 kalite somun 6.8 kalite cıvata ile birlikte kullanılır). Ancak cıvataya uygulanacak yükün sınırlandırılması gerekiyorsa (Örnek : Fazla sıkma durumunda bağlanan malzemenin veya herhangi bir aksamın zarar görmesi söz konusu ise) bu durumda somun cıvatadan düşük kalitede seçilerek fazla sıkılma durumunda somun dişlerinin sıyrılarak sigorta vazifesi yapması sağlanabilir. Eğer böyle bir sınırlayıcı kısıt yoksa civatalar kendinden yüksek kalite somunlarla birlikte de kullanılabilirler. Somun genişliği çapın 60% si kadar olur. Somunlarda yükün çoğu sıkılma yüzeyine yakın dişlerde olur. Arkadaki dişlerde yük çok azalır. Normalde altıncı hatveden sonraki dişlerde pek fazla yük olmaz. Bu nedenle somun genişliğinin fazla olması hiçbir işe yaramaz. İkinci bir somun ise sadece gevşemeyi önlemek için kontra somun olarak kullanılır. |   |
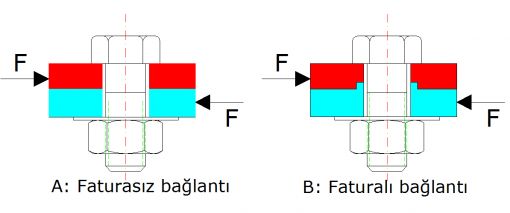
MEKANİK ELEMANLARIN VİDA-CİVATA BAĞLANTISI Mekanik elemanların bağlanmasında cıvatalar sıkıldıklarında üzerlerine aldıkları çekme gerilimi (tension) ile bağlantıyı sağlar. Mekanik elemanların bağlantısında civataların kesme gerilimi altında bulundurulması tavsiye edilmez. Eğer böyle bir bağlantı mutlaka gerekiyorsa, bağlanan elemanlardan kesme yönünde gelecek kuvvetin cıvataya aktarılmasına engel olacak yana kaymayı engelleyen takoz veya bağlanan elemanlarda faturalı geçme gibi tedbirler alınmış olmalıdır. (Bkz. aşağıdaki şekil)
|  |
YAPI ELEMANLARININ CİVATA İLE BAĞLANMASI Yapı elemanlarının bağlanması inşaat mühendisliğinin alanına girmekle birlikte burada çok önemli bazı hususlara işaret etmeden geçemeyeceğim. Yapı elemanlarının bağlanmasında yüksek mukavemetli ve korozyona dayanıklı ön gerilimli cıvatalar kullanılarak eksenel ve kesme yönündeki kuvvetlerin karşılanması sağlanabilir. Zira eksenel yöndeki gerilimin bağlanan yüzeylerde oluşturduğu basınç ile sağlanan sürtünme kuvveti elemanların kesme yönünde kaymasını önleyerek uygun bir bağlantı için yeterli olur. Yapı elemanlarının bağlanmasında ön gerilimli civatalar daha önceleri kullanılmakta olan sıcak perçinlere göre 40 ila 55 % arasında daha fazla emniyetli bağlanma sağlayabilmektedirler. Kuvvet yönlerinin değişebileceği, darbe ve titreşime maruz kalabilecek yapı elemanlarında yüksek ön gerilimli civataların kullanılması şarttır. Ön gerilimli civatalar ile bağlanmış elemanlarda ısı veya korozyon nedeni ile ortaya çıkabilecek gevşemelerin önüne geçilmesi sağlanır. Bu tip yerlerde gevşemeyi önlemek için ön gerilimli cıvataların akma sınırına kadar gerdirilmiş olması gerekmektedir. Eğer ön gerilmeli civatalar akma sınırına kadar gerdirilmez ise kısa zaman içinde gevşemelerin ortaya çıkması kaçınılmaz olur. Civataların akma sınırları cıvata sağlayıcısından temin edilecek tablolardan bulunur. Civataların kalitelerine göre uygulanacak maksimum tork değerleri ve akma mukavemetlerini TABLO 2 den bulabilirsiniz Çelik yapılarda kullanılan civataların gevşemesini önleyecek diğer bir husus ise cıvataların uygun sıkma aparatları kullanılarak sıkılmasıdır. Hava darbeli tabancalar ile yapılan sıkmalarda sıkma tork değeri belirsizdir. Çelik yapıların cıvata bağlantılarında mutlaka sıkma torku ayarlanabilen tabancalar kullanılmalıdır. Gevşemeyi önleyecek diğer hususlar ise bağlantı yüzeylerinin temiz olması, paslı olmaması, kaynak veya kesme çapağı bulunmaması, yağsız, kuru olmasıdır. Çok kirli, paslı, pürüzlü yüzeylerde gerekiyorsa kumlama yapılmalıdır. Bağlanacak yüzeyler ile ilgili diğer önemli hususlar ise yüzeylerin boyasız olmaları ve galvanizlenmiş yüzey olmaması gereğidir. Yapı çeliklerinde aynı sırada birden fazla cıvata varsa önce ortadakiler en sonda yandakiler sıkılır. İlk turda sıkma değerinin 60% si uygulanır, son turda sıkma değeri 100% tamamlanır. |
|
CİVATALARIN SINIFLANDIRILMASI Civatalar çekme mukavemetlerine göre üç gruba ayrılır. Bunlar; 1. Düşük mukavemetli civatalar: Bu civatalar özellik gerektirmeyen ve yük taşımayacak bağlantılarda kullanılırlar. Piyasadaki en ucuz bağlantı elemanlarıdır. Bu civatalar ile rondela kullanılmasına gerek yoktur. Düşük mukavemetli cıvatalar aşağıdaki standartlarda temin edilirler.
2. Yüksek mukavemetli civatalar: Yük taşıyacak elemanların bağlantısı için kullanılırlar. Titreşimli, darbeye maruz kalan ve çift yönlü kuvvetlerin bulunduğu uygulamalarda bu standartlardaki civatalar kullanılır. Bu cıvatalar aşağıdaki standartlarda temin edilirler.
3. Alaşımlı, su verilip temperlenmiş civatalar: Çok büyük alternatif kuvvetlerin uygulandığı makine ve yapı elemanlarında kullnılırlar. Başlıca uygulama yerleri; Makine yataklamaları, Kaplin bağlantıları gibi kaymalara müsaade edilemiyecek bağlantılar. Başlıca standart numaraları
|
|




Türkiyede en yaygın olarak kullanılan vida cıvata standartları şunlardır. (Standartlara üzerine tıklayarak ulaşabilirsiniz) A. AMERİKAN (ANSI) VİDA-CİVATA STANDARTLARI | |
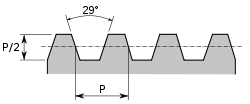
1. Amerikan inch serisi vida-civatalar Amerikan İnch serisi vida diş formları UN ve UNR olarak belli standartlar altında gruplandırılmışlardır. Sağdaki şekilde gösterilen vida dişleri bir inç boyda kaç diş olduğuna göre gruplandırılmışlardır. Bunlar; UNF : İnce diş vidalar Atölyelerde yeni işe başlayan genç bir tornacıyı denemek için gencin eline Amerikan standartında olan bir vida ve bir kumpas verilirek bu vidanın tanımının yapılması istenirdi. Eğer gencin belli bir tecrübesi varsa kumpası bir inç ölçüsünde açarak sabitlemesi ve kumpas ağzının birini bir dişin tepesine koyup kumpasın öteki ağzı ile arasında kalan dişleri bir dolu bir boş olarak sayarak, mesela. “Bu vida 1-1/4” çapında ve parmaktaki diş sayısı 12 dir. “ diye cevap vermesi beklenirdi. Normalde bu işlem diş tarakları ve tablolar kullanılarak yapılır. | 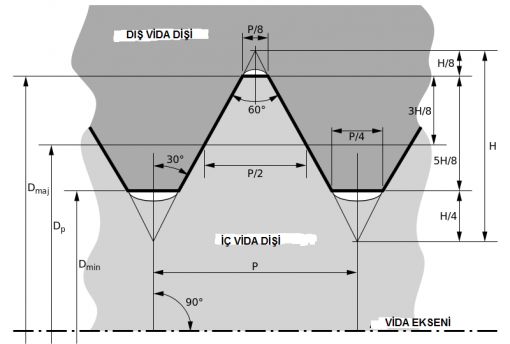 |
2. Amerikan Metrik serisi vida-civatalar Metrik vidaların hatveleri inch serisindeki gibi parmaktaki diş sayısı olarak verilmez. Bunlarda adım bilgisi çap ölçüsünün yanınan X işareti ile birlikte milimetrik olarak yazılır. Amerikan metrik vida diş standartları için TIKLAYINIZ | |
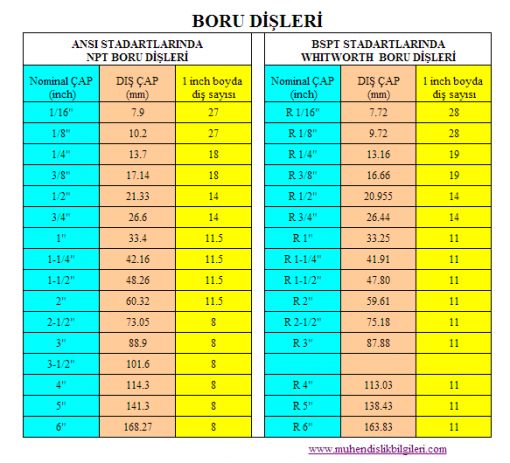
3. BORU DİŞLERİ Türkiyede yaygın olarak hem ANSI standartlarındaki NPT boru dişleri, hemde BS standartlarındaki BSPT dişler kullanılmaktadır. Bunların hem nominal dış çapları hem de bir inch boydaki diş sayıları birbirlerinden farklıdır. Diğer önemli farklar;
NPT ve BSPT boru diş ölçülerini aşağıdaki tablodan bulabilirsiniz. | |
| |
Amerikan NPT Boru diş standartları Türkiyede tesisat borulamada en yaygın olarak kullanılan boru diş standartları Amerikan NPT (Nominal Pipe Threads) boru dişleridir. Diş açısı 600 olan NPT Boru dişlerinin temel özelliği konik olmaları nedeni ile manşona sıkıldıkça radyal yönde boşlukların azalarak sızdırmazlığın sağlanmasıdır. Konik açısı eksenle 10 47' dir. |  |
BSPT Boru dişleri BS 21- DIN 2999 Avrupa birliğinde ve artık Türkiyede bu boru dişleri özellikle hidrolik devre bağlantılarında yaygın olarak kullanılmaktadır. Diş açıları 550 olup hem konik hem silindirik olarak temin edilebilmektedirler. Bu dişler gösterimde R harfi ile birlikte belirtilmektedir. |  |
4. ACME Vida-Civata standartları ACME standartları ANSI standartlarının genel amaçlar için revize edilmiş şeklidir. Bu standartların en fazla kullanılan sınıfı 2G sınıfında ve daha az boşluklu olanlarıdır. Bu vida normu Türkiyede TRAPEZ VİDA olarak bilinir ve daha çok hareket iletmek için kullanılır. Örnek: Tornalarda kalemin bağlandığı arabanın hareketi için kullanılan ana mil, Megeneyi sıkıştırmak için kullanılan ortadan geçen vida vs. |
|
ACME (TRAPEZ VİDA)
| |
B. İNGİLİZ (BS) VİDA-CİVATA STANDARTLARI Belli başlı ingiliz vida-civata standartları şunlardır; | |
1. Withworth vidalar (BSW) Whithworth vidaların diğerlerinden en büyük farkı diş açısının 55 derece olmasıdır. Bu vida normu standartlaştırılmış ilk vida normudur. Bu standart artık yerini Amerikan UN ve Metrik serisi vidalara bırakmıştır. Withworth vidalar bugün daha çok avrupa ülkelerinde boru diş standartlarında kullanılmaktadır. | 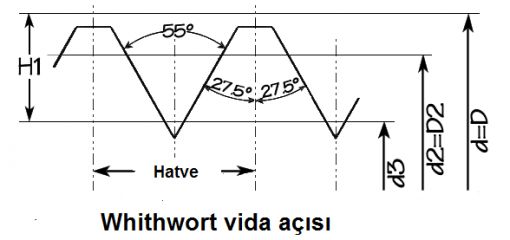 |
2.ISO Metrik vidalar Tüm dünyada artık metrik sisteme geçildiğinden BS standartları altında ISO Metrik vida standartları oluşturulmuş bulunmaktadır. ISO Metrik vidalar (ISO 68-1) Standartları altında özellikleri belirlenmiştir. | |
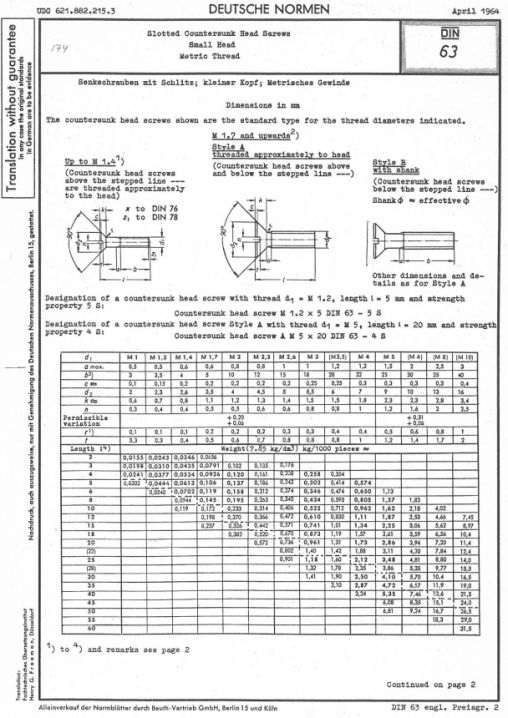
D. ALMAN (DIN) VİDA-CİVATALAR STANDARTLARI Türkiye de en yaygın olarak kullanılmakta olan vidalar DIN standartlarında olan vidalardır. DIN normundaki cıvatalar şekline göre DIN267 altında listelenmişlerdir. | |

 | DIN 63 | HAVŞA BAŞLI, TORNAVİDA YARIKLI VİDALAR EŞDEĞER STANDARTLAR: DIN 87, 7987 | |
 | DIN 84 | SİLİNDİRİK BAŞLI, TORNAVİDA YARIKLI VİDALAR | |
 | DIN 85 | MERCİMEK BAŞLI CİVATALAR EŞDEĞER STANDART : DIN 7985 | |
 | DIN 88 | BOMBE BAŞLI VİDA YILDIZ AĞIZLI VİDA EŞDEĞER STANDART: DIN7988
| |
 | DIN 316 | KELEBEK BAŞLI VİDA | |
| | DIN464 |
EŞDEĞER STANDART: DIN 465 | |
 | DIN603 | BOMBE KAFALI KARE GEÇME CİVATALAR. | |
 | DIN610 | RAYBALI CİVATALAR. CİVATA SIRTININ CİVATA YUVASINA BOŞLUKSUZ GEÇMESİ GEREKEN YERLERDE KULLANILIR EŞDEĞER STANDART: DIN 609 | |
 | DIN912 | ALLEN BAŞLI CİVATALAR | |
 | DIN 931 |
EŞDEĞER STANDART: DIN 960, 70613
| |
 | DIN 933 | ALTI KÖŞE BAŞLI CİVATALAR (BOYDAN BOYA VİDALI) EŞDEĞER STANDARTLAR | |
 | DIN6914 | YAPI ÇELİKLERİ İÇİN KULLANILAN YÜKSEK MUKAVEMETLİ ÖN GERİLMELİ CİVATALAR | |
 | DIN7991 | HAVŞA BAŞLI ALLEN SIKMALI VİDA | |