HELEZON KONVEYORLER
İlk defa Arşimet tarafından 2200 yıl önce düşünülmüş en eski mekanik cihazlardan biri olan helezon konveyörler özellikle yığın malzemelerin aktarılmasında önemli bir yere sahiptir. Bu sayfalarda Helezon konveyörlerle ilgili olarak
Konularında bilgi edinebilirsiniz Helezon konveyorlerin başlıca kullanım yerleri
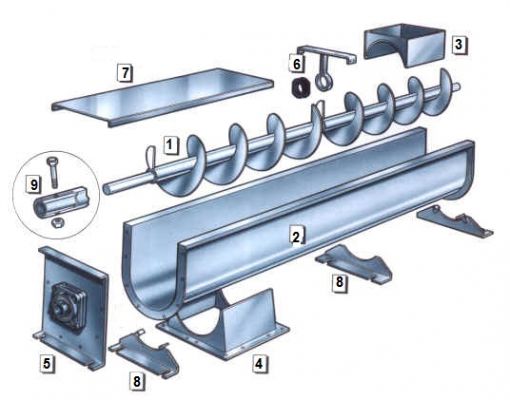
Helezonlar modüler bir yapıda olup genellikle aşağıdaki elemanlardan oluşur. Bunlar; 1.Helezon2.Helezon yatağı (Çoğunlukla yatak olarak boru kullanılır) 3.Giriş oluğu 4.Çıkış oluğu 5.Alın kapağı, yatağı 6.Askı yatağı (Helezon boyu çapına göre çok uzun ise kullanılır) 7.Üst kapak (Boru yataklarda gerek yoktur) 8.Ayaklar 9.Kaplin. salmastra vs. |
HELEZON ELEMANLARI
AKTARMALI KONVEYOR
ÇOK YOLLU KONVEYOR
MİLSİZ HELEZON KONVEYOR
HELEZON KANADI
|
AVANTAJLARI
DEZAVANTAJLARI
| |
HELEZON KONVEYÖRÜN YAPISI Helezon konveyorlerde ana unsur bir mile sarılı olarak taşımayı yapan helezondur. Helezon mili baş ve sondan helezon gövdesine yataklanmıştır. Eğer helezon boyu çok uzunsa aralıklarla askı yataklarına alınması gerekir. Bir helezonda askı yataklarının bulunması verimi oldukça düşürdüğü, helezonlarda tıkanmalara neden olduğu için askı yatağı kullanımından mümkün olduğunca kaçınılmalıdır. Helezonlar taşımanın özelliğine göre çok farklı yapılarda imal edilebilirler Bu farklılıklar
Olarak tanımlanabilirler. | |
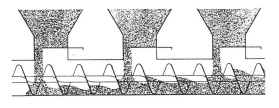
Eğer bir helezon konveyöre birden fazla noktadan malzeme beslemesi yapılıyorsa malzemenin sıkışmaması için Artan hatveli helezonlar kullanılmalıdır. Konveyorun hatvesi akış yönüne göre arka tarafta daha az olduğu için arkadan gelen malzemenin akış hızı düşük, ön taraflarda ise daha büyük hatve nedeni ile akış hızı yüksek olduğundan arkadan malzeme gelmeden ön taraftaki malzeme daha hızlı boşalmış olacağı için malzemenin sıkışması önlenmiş olur. | |
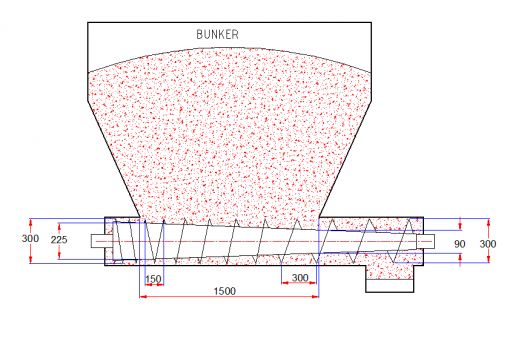
HELEZON BESLEYİCİLER Helezon besleyiciler belli zamanlarda ve belli miktarlarda (dozajlama) malzeme beslemesi yapılacak ise kullanılırlar. Helezon besleyicilerin helezon konveyörlerden en büyük farkı malzemeyi 100% doluluk oranları ile taşımalarıdır. Konveyorlerde ise doluluk oranı taşınacak malzemeye göre 15%-45% arasında değişir. Helezon besleyiciler de en önemli husus kapasitenin değişken olmamasıdır. bu nedenle özellikle bunkere tüm boy bağlanan besleyicilerde konik milli ve değişken adımlı helezonlar kullanılması gerekir. Besleyicilerde sabit kapasite için deneysel olarak tespit edilen helezon boyutları helezon dış çapı cinsinden Şekil 5 de verilmiş bulunmaktadır. 300 mm helezon dış çapı olan bir besleyicinin sabit kapasite çalışmasını sağlayacak ölçüler ise Şekil 1 de belirtilmiştir. HELEZON MİKSERLER Helezon mikserlerde helezon farklı bunkerlerdeki farklı malzemeleri her bunkerin altındaki ayarlı kapaklar vasıtası ile alır(Bkz. şekil 2) Bunlarda da malzeme sıkışmasını önlemek için değişken adımlı helezon kanatları kullanılır. HELEZON KONVEYÖRLERİN DİZAYNI Helezon konveyörde üç önemli dizayn unsuru vardır. Bunlar
| |
1. HELEZON KONVEYORUN KAPASİTE HESABI Taşıma kapasitesi(Ton/saat)= Özgül ağırlık(Ton/m3)* Helezon kesit alanı(m2)*Aktarma hızı(m/dak)*60 Q= 60* λ* k* δ * A* V Q= 60* λ* k* δ * (π (D2-d2)/ 4)* (S*N) Helezon kapasitesini belirleyen ana faktörler helezon devri N(rpm) ve çapı (D) değerleridir. HELEZON DEVRİ (N) SEÇİMİ
HELZON ÇAPI (D) SEÇİMİ
2. HELEZON KONVEYÖRÜN GÜÇ HESABI Helezon konveyörün güç hesabına tesir eden bir çok faktör bulunmaktadır. Ancak en önemli faktörler aşağıda belirtilenlerdir. Bunlar P1= Helezon konveyorun boş iken çalıştırılmasına yetecek güç | SOLDAKİ FORMÜLLERDE Q= Helezon konveyör kapasitesi (Ton/saat)
b: Helezon kanadının genişliği (mm)
|
P= P1+P2+P3 P1= D*L/20 Bu faktörlerin toplamı ile toplam güç gereksimi elde edilir.
| |
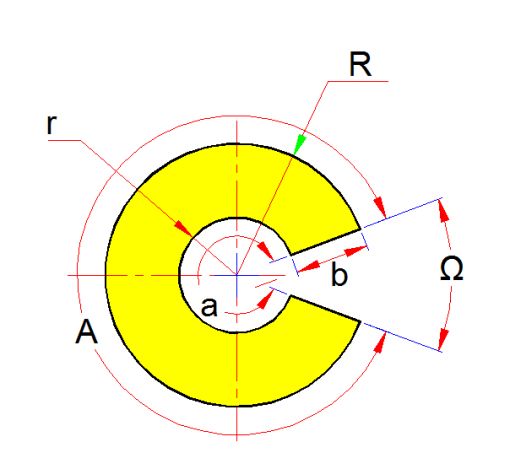
3. HELEZON KONVEYORUN KANAT AÇINIM HESABI Helezon konveyor kanatlarının bir hatvelik kısmı genellikle sacdan kesilir ve mil üzerinde iki kenarı arasındaki mesafe hatve ölçüsüne gelinceye kadar çekilerek mil çevresine kaynak edilir. Mil üzerinde kaç hatve varsa o sayıda kanat kesilerek önce kaynak edilen hatve kanadının kenarına kaynak edilir ve aynı şekilde hatve boyuna çektirilerek mile helezonik şekilde kaynak edilirler. Aşağıda ölçüleri belirtilen (Bkz. Şekil 3) helezon konveyorun tek hatvelik kanat açınım formülleri aşağıdaki gibidir.
| |
Normalde hatveler helezon çapına eşit seçilirler. Ancak çok hızlı aktarılması gereken hafif malzemelerde hatve çaptan büyük, yavaş aktarılması gereken ağır malzemelerde ise hatve çaptan az olmalıdır. |
|






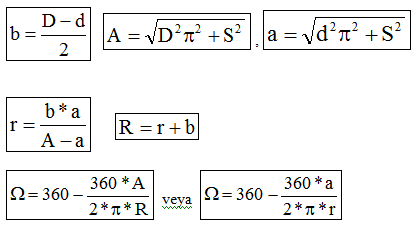
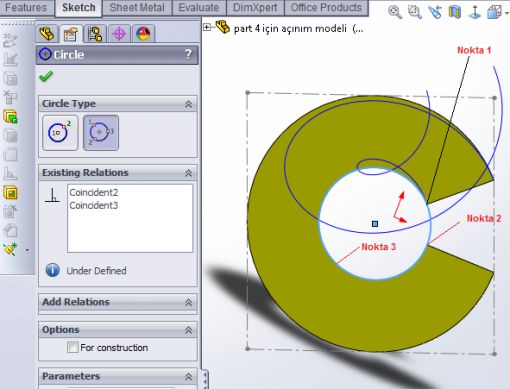
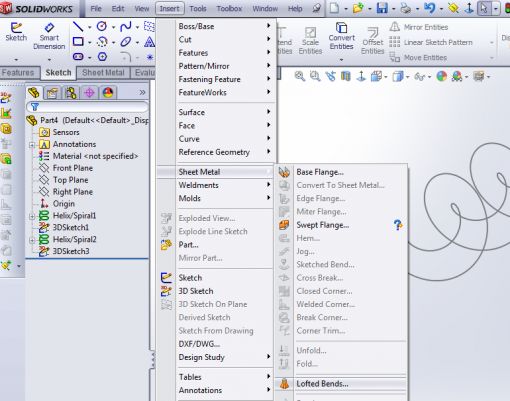
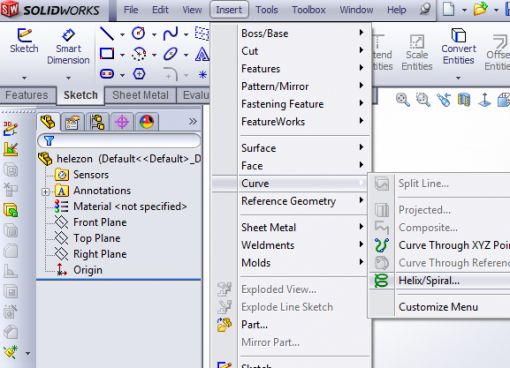
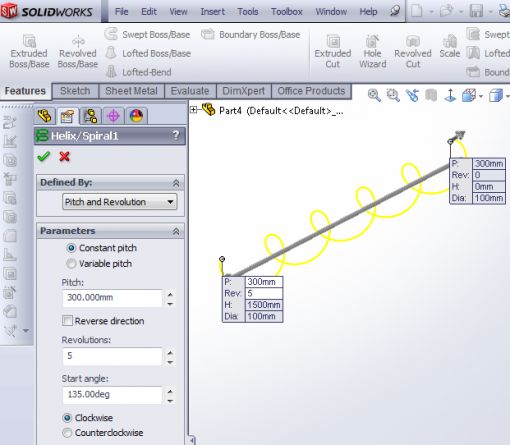
Helezon konveyorlerde dikkat edilmesi gereken bir diğer önemli husus, helezon kanatları ile helezon yatağı arasında mutlaka bir boşluk bulunması gereğidir. Bu boşluk (c) taşınan malzemenin tane büyüklüğüne ve mil çapına göre 5 ila 15 mm arasında değişir. (ince taneli malzemelerde daha az boşluk yeter) Mil boyu arttıkça yataklar arasındaki seğim artacağından mil çapı veya mil borusunun et kalınlığı kanatların seğim nedeni ile yuvaya sürtünmesini önleyecek kadar büyük seçilmelidir. Çok uzun konveyorlerde ise gerekiyorsa askı yatakları kullanılmalıdır. HELEZON KONVEYOR KANADI AÇINIMININ SOLID WORKS İLE MODELLENMESİ Sabit hatveli helezon konveyor kanadı açınımı için gereken ölçülerin hesaplanmasına yönelik formülleri yukarıda verdik. Bu helezonlarda tek bir açınım tüm hatvelere uygulanarak imalat gerçekleştirilebilir. Değişken hatveli ve konik milli helezon tasarımında ise her hatve boyu için ayrı ayrı açınım yapılması gerekir. Değişken hatve hesabını bu sayfanın sonunda bulabilirsiniz. Bu sayfalarda önce komple helezon modellemesini sonra tek hatveli hezon kanadı açınımını ve ardından çok hatveli ve konik milli kanat açınımları için kullanılacak değişken hatve ve mil çapı hesabını anlatacağız. Bu sayfalarda İngilizce terim kullanmaktan özellikle kaçınıyorum. Ancak SW nin Türkçe menülerinde bazı yanlışlıklar gördüğüm için bu modellemeyi İngilizce menu üzerinden anlatacağım. (Örnek SW türkçe menüde hatve için açı, helezon boyu için yükseklik gibi alakasız terimler kullanılmış.) A. HELEZON İÇİN MODEL ÇİZİMLERİNİN YAPILIŞI
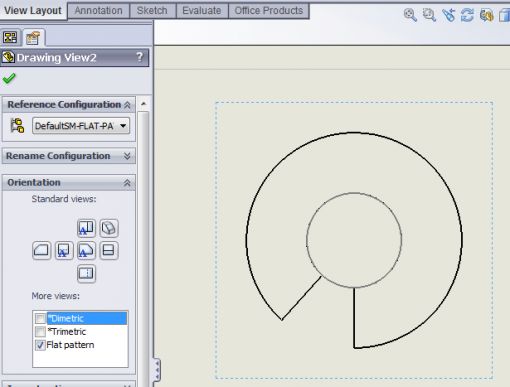
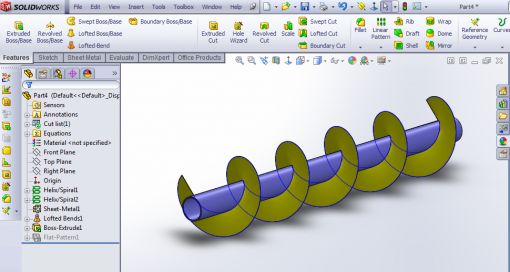
B. HELEZONUN MODELLENMESİ
Modellenen helezona borudan bir mil ilave edilerek helezonun SW modeli tamamlanmış olur. (Bkz Pencere 6)
Pencere 5.
Pencere 6 |
Pencere 1.
Pencere 2.
Pencere 3
Pencere 4
Pencere 7
Pencere 8 |
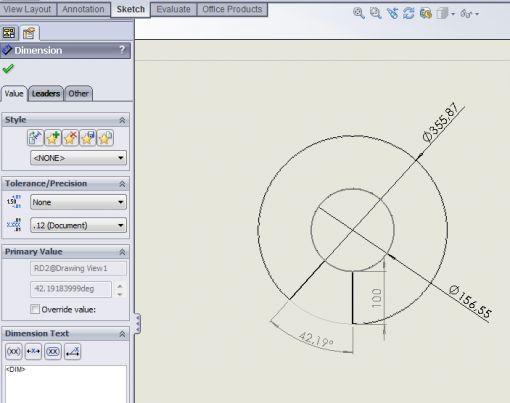
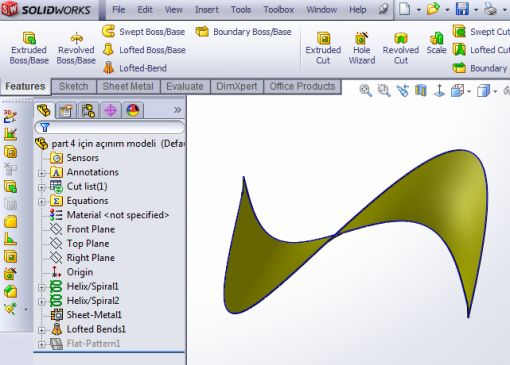
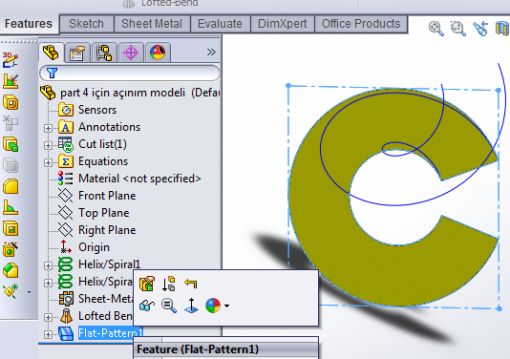
HELEZON KANADI AÇINIMININ ÇİZİLMESİ
|


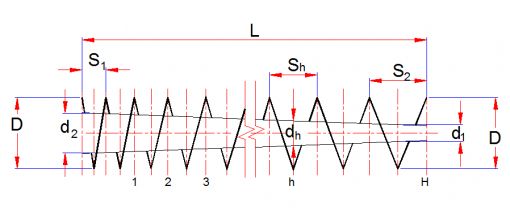
KADEMELİ ARTAN HATVELİ HELEZON KANAT HESABI Değişken hatveli helezon çiziminde SW modelden yararlanılabilir. Her hatve sonundaki ikinci hatvenin değeri aşağıdaki formülden elde edilebilir. Sh=S1+(h/H)*(S2-S1). Bu formüldeki değişkenler(Bkz. Şekil 4) S1= İlk adımdaki hatve değeri (mm) Burada dikkat edilmesi gereken diğer bir husus ise; sabit hatveli helezonlarda helezon boyu sarım sayısı ile hatvenin çarpımına eşittir, ancak artan hatveli helezonlarda helzon boyu aşağıdaki formülden elde edilir. L= 0.5*(H+1)*(S1+S2) | |
KONİK MİLLİ VE DEĞİŞKEN HATVELİ HELEZON Eğer artan hatveli helezonda konik mil kullanılmış ise (genellikle besleyicilerde sabit kapasite için kullanılır) her hatve kanadında konik milin karşılık gelen çapı hesaplanmalı ve kanat açınımı bu ölçülere göre hesaplanmalıdır. Konik milin her hatveye karşılık gelen iç çap ölçüsü aşağıdaki formül kullanılarak hesaplanır. dh=d1+(h/H)*(d2-d1) Bu formülde Yukarıda verilen formüllerden elde edilen değişken hatve ve iç çaplara göre ilk kısımda verilen açınım formülleri veya SW modelleme kullanılarak ayrı ayrı açınım hazırlanır ve değişken hatve ve konik milli helzonların imalatı gerçekleştirilebilir. |
|
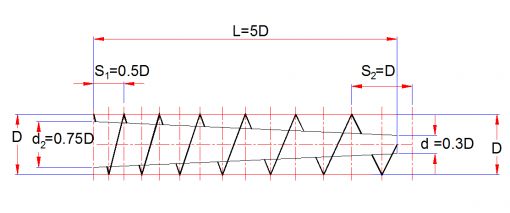 ŞEKİL 5 | Helezon besleyicilerde en önemli beklentinin sabit bir kapasite sağlanması olduğunu yukarıda belirtmiştik. Şekil 5 de Besleyicilerde sabit kapasite için deneysel olarak tespit edilmiş konik milli ve değişken hatveli helezonlarda olması gereken boyutlar helezon dışçapı (D) cinsinden belirtilmiş bulunmaktadır. |